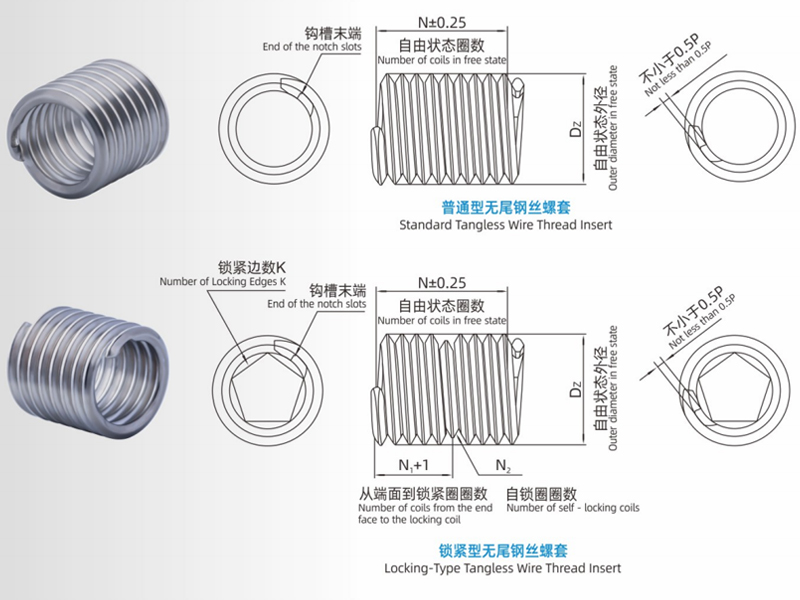
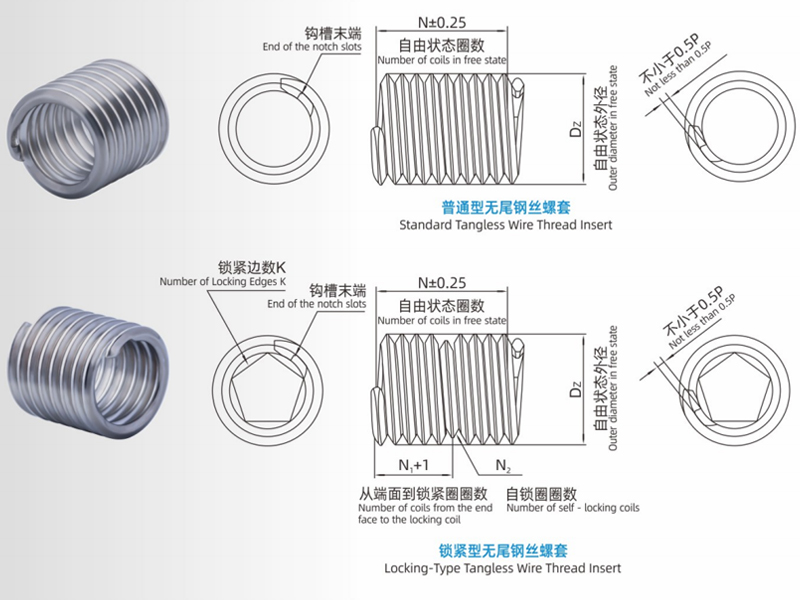
無(wú)尾鋼絲螺套自由狀態(tài)結(jié)構(gòu)尺寸(單位:毫米)
公稱(chēng)直徑
Nominal Diameter | 螺距
Pitch | 自由狀態(tài)下外徑
Outer Diameter in Free State | 鎖緊圈數(shù)
Number of Locking Coils
N2max | 鎖緊邊數(shù)
Number of Locking Edges
K |
| d | P | Dz |
|
|
| 2 | 0.4 | 2.48~2.60 | 2 | 4~5 |
| 2.5 | 0.45 | 3.18~3.45 | 2 | 4~5 |
| 3 | 0.5 | 3.76~3.95 | 2 | 4~5 |
| 4 | 0.7 | 5.03~5.25 | 2 | 4~5 |
| 5 | 0.8 | 6.18~6.45 | 2 | 4~5 |
| 6 | 1 | 7.38~7.60 | 2.5 | 5~6 |
| 8 | 1.25 | 9.78~10.00 | 2.5 | 5~6 |
| 10 | 1.5 | 11.92~12.15 | 2.5 | 5~6 |
| 12 | 1.75 | 14.28~14.55 | 2.5 | 5~6 |
| 16 | 2 | 18.88~19.15 | 2.5 | 5~6 |
注:鎖緊圈數(shù)及鎖緊邊數(shù)只適用鎖緊型鋼絲螺套
無(wú)尾鋼絲螺套型式尺寸及安裝參數(shù)表:  無(wú)尾鋼絲螺套型式尺寸及安裝參數(shù)表
無(wú)尾鋼絲螺套型式尺寸及安裝參數(shù)表
Φ—— 選用鉆頭直徑���;
L?—— 無(wú)尾鋼絲螺套公稱(chēng)直徑長(zhǎng)度�����;
L?—— 無(wú)尾鋼絲螺套安裝后實(shí)際長(zhǎng)度(L? = L? - P)���;
L?—— 鉆孔深度���;
L?—— 安裝無(wú)尾鋼絲螺套用內(nèi)螺紋孔螺紋深度(L? = L? = L? + P);
L?—— 無(wú)尾鋼絲螺套距安裝表面的間距(L? = 0.25P~0.75P)�����。
| 公稱(chēng)直徑 d | 螺距 P | 公稱(chēng)長(zhǎng)度 nd | L1 | 圈數(shù) N | L3 | L4 | L2 | L5 | Φ |
| 2 | 0.4 | 1d | 2 | 3.25 | 3.6 | 2 | 1.6 | 0.1 - 0.3 | 2.0 - 2.1 |
| 2 | 0.4 | 1.5d | 3 | 5.5 | 4.6 | 3 | 2.6 | 0.1 - 0.3 | 2.0 - 2.1 |
| 2 | 0.4 | 2d | 4 | 7.75 | 5.6 | 4 | 3.6 | 0.1 - 0.3 | 2.0 - 2.1 |
| 2.5 | 0.45 | 1d | 2.5 | 3.5 | 4.3 | 2.5 | 2.1 | 0.1 - 0.3 | 2.5 - 2.6 |
| 2.5 | 0.45 | 1.5d | 3.75 | 5.9 | 5.6 | 3.75 | 3.3 | 0.1 - 0.3 | 2.5 - 2.6 |
| 2.5 | 0.45 | 2d | 5 | 8.1 | 6.8 | 5 | 4.6 | 0.1 - 0.3 | 2.5 - 2.6 |
| 3 | 0.5 | 1d | 3 | 3.9 | 5 | 3 | 2.5 | 0.1 - 0.4 | 3.0 - 3.1 |
| 3 | 0.5 | 1.5d | 4.5 | 6.3 | 6.5 | 4.5 | 4 | 0.1 - 0.4 | 3.0 - 3.1 |
| 3 | 0.5 | 2d | 6 | 8.7 | 8 | 6 | 5.5 | 0.1 - 0.4 | 3.0 - 3.1 |
| 4 | 0.7 | 1d | 4 | 3.7 | 6.8 | 4 | 3.3 | 0.2 - 0.5 | 4.1 - 4.2 |
| 4 | 0.7 | 1.5d | 6 | 6.1 | 8.8 | 6 | 5.3 | 0.2 - 0.5 | 4.1 - 4.2 |
| 4 | 0.7 | 2d | 8 | 8.4 | 10.8 | 8 | 7.3 | 0.2 - 0.5 | 4.1 - 4.2 |
| 5 | 0.8 | 1d | 5 | 4.3 | 8.2 | 5 | 4.2 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 1.5d | 7.5 | 6.9 | 10.7 | 7.5 | 6.7 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 2d | 10 | 9.7 | 13.2 | 10 | 9.2 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 2.5d | 12.5 | 12.3 | 15.7 | 12.5 | 11.7 | 0.2 - 0.6 | 5.1 - 5.2 |
| 5 | 0.8 | 3d | 15 | 14.8 | 18.2 | 15 | 9.2 | 0.2 - 0.6 | 5.1 - 5.2 |
| 6 | 1 | 1d | 6 | 4.2 | 10 | 6 | 5 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 1.5d | 9 | 6.9 | 13 | 9 | 8 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 2d | 12 | 9.6 | 16 | 12 | 11 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 2.5d | 15 | 12.3 | 19 | 15 | 14 | 0.2 - 0.8 | 6.2 - 6.3 |
| 6 | 1 | 3d | 18 | 14.6 | 22 | 18 | 17 | 0.2 - 0.8 | 6.2 - 6.3 |
| 8 | 1.25 | 1d | 8 | 4.7 | 13 | 8 | 6.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 1.5d | 12 | 7.4 | 17 | 12 | 10.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 2d | 16 | 10.6 | 21 | 16 | 14.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 2.5d | 20 | 13.5 | 25 | 20 | 18.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 8 | 1.25 | 3d | 24 | 16.4 | 29 | 24 | 22.8 | 0.3 - 0.9 | 8.2 - 8.3 |
| 10 | 1.5 | 1d | 10 | 5 | 16 | 10 | 8.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 1.5d | 15 | 8.1 | 21 | 15 | 13.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 2d | 20 | 11.2 | 26 | 20 | 18.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 2.5d | 25 | 14.2 | 31 | 25 | 23.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 10 | 1.5 | 3d | 30 | 17.2 | 36 | 30 | 28.5 | 0.4 - 1.1 | 10.3 - 10.4 |
| 12 | 1.75 | 1d | 12 | 5.2 | 19 | 12 | 10.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 1.5d | 18 | 8.4 | 25 | 18 | 16.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 2d | 24 | 11.7 | 31 | 24 | 22.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 2.5d | 30 | 14.7 | 39 | 30 | 30.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 12 | 1.75 | 3d | 36 | 18 | 43 | 36 | 34.3 | 0.4 - 1.3 | 12.3 - 12.4 |
| 16 | 2 | 1d | 16 | 6.5 | 24 | 16 | 14 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 1.5d | 24 | 10.1 | 32 | 24 | 22 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 2d | 32 | 13.8 | 40 | 32 | 30 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 2.5d | 40 | 17.5 | 48 | 40 | 38 | 0.5 - 1.5 | 16.4 - 16.5 |
| 16 | 2 | 3d | 48 | 21 | 56 | 48 | 46 | 0.5 - 1.5 | 16.4 - 16.5 |